登錄
登錄
 注冊
注冊
RFID工業(yè)識別在汽車制造業(yè)的應(yīng)用(發(fā)動機(jī)組裝)
發(fā)動機(jī)作為汽車核心部件,其組裝涉及曲軸、活塞、缸蓋等數(shù)百個精密零部件,對裝配精度、工序協(xié)同和質(zhì)量追溯有著極致要求,且多機(jī)型混線生產(chǎn)已成為行業(yè)主流。傳統(tǒng)發(fā)動機(jī)組裝依賴人工選配零部件、條碼掃描追溯,面臨諸多局限:條碼易受車間油污、高溫?fù)p壞失效,主軸瓦、連桿瓦等精密部件的尺寸匹配依賴人工,易出現(xiàn)裝配誤差,且關(guān)鍵工序參數(shù)與工件的綁定不精準(zhǔn),難以滿足IATF 16949質(zhì)量管理體系的全生命周期追溯要求。RFID工業(yè)識別技術(shù)憑借抗金屬干擾、耐高溫油污、非接觸式讀取、可與自動化設(shè)備聯(lián)動的優(yōu)勢,成為發(fā)動機(jī)組裝數(shù)字化升級、破解精密裝配痛點(diǎn)的核心方案。
02
行業(yè)痛點(diǎn)

傳統(tǒng)發(fā)動機(jī)組裝模式受技術(shù)與操作局限,制約了裝配精度與生產(chǎn)效能,具體表現(xiàn)為:
精密零部件選配易錯
主軸瓦、連桿瓦、缸蓋墊等部件需根據(jù)缸體、曲軸尺寸精準(zhǔn)匹配,人工比對尺寸、查閱裝配公式的方式繁瑣且易出錯,可能導(dǎo)致發(fā)動機(jī)性能下降甚至故障。
惡劣環(huán)境識別失效
發(fā)動機(jī)組裝車間存在油污、高溫、金屬干擾等惡劣條件,傳統(tǒng)條碼易污損、遮擋,導(dǎo)致識別中斷,影響產(chǎn)線流轉(zhuǎn)效率。
工序與參數(shù)追溯脫節(jié)
缸蓋螺栓扭矩、活塞裝配間隙等關(guān)鍵工藝參數(shù),難以與工件唯一標(biāo)識精準(zhǔn)綁定,出現(xiàn)質(zhì)量問題時無法快速定位溯源。
多機(jī)型混線適配低效
不同機(jī)型發(fā)動機(jī)的零部件規(guī)格、裝配工具參數(shù)差異大,人工切換調(diào)整耗時久,且易出現(xiàn)工具與工件錯配。
合規(guī)追溯能力不足
傳統(tǒng)方式無法實(shí)現(xiàn)“零部件-工序-設(shè)備-成品”的全鏈路追溯,難以滿足IATF 16949體系對質(zhì)量問題24小時內(nèi)提供追溯報(bào)告的要求。
03
應(yīng)用方案
基于RFID技術(shù)的發(fā)動機(jī)組裝解決方案,通過抗惡劣環(huán)境的標(biāo)簽部署、設(shè)備聯(lián)動與系統(tǒng)集成,實(shí)現(xiàn)裝配全流程精準(zhǔn)化、自動化管控,具體方案如下:
01
核心RFID部署與系統(tǒng)架構(gòu)

RFID標(biāo)簽部署
為發(fā)動機(jī)缸體、曲軸、主軸瓦等金屬零部件,以及裝配托盤、專用工具配備工業(yè)級抗金屬標(biāo)簽(ABS材質(zhì)或陶瓷基材),耐受-40℃~260℃高溫、油污和振動環(huán)境。標(biāo)簽寫入唯一標(biāo)識信息,包括零部件規(guī)格、批次、供應(yīng)商、工件編號、工具參數(shù)適配機(jī)型等,部分標(biāo)簽可循環(huán)回收使用。
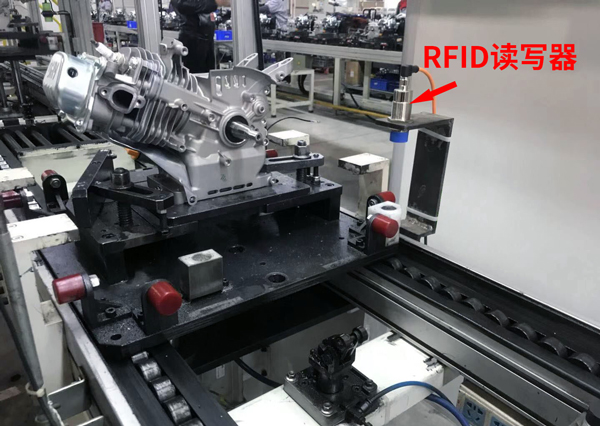
讀寫設(shè)備布局
在缸體加工工位、零部件選配區(qū)、扭矩裝配工位、檢測節(jié)點(diǎn)等關(guān)鍵位置,部署IP67防護(hù)等級的固定式RFID讀寫器,確保油污環(huán)境下穩(wěn)定讀取;為運(yùn)維人員配備手持式RFID設(shè)備,用于人工復(fù)核和異常處理,避免產(chǎn)線停機(jī)。
系統(tǒng)聯(lián)動集成
RFID讀寫設(shè)備與MES(制造執(zhí)行系統(tǒng))、PLC(可編程邏輯控制器)、質(zhì)量追溯系統(tǒng)深度集成,實(shí)時同步標(biāo)簽數(shù)據(jù)與裝配公式、工藝參數(shù)、檢測結(jié)果,支撐零部件自動選配、設(shè)備智能聯(lián)動和全鏈路追溯。
02
關(guān)鍵應(yīng)用流程

精密零部件自動選配
缸體、曲軸等核心部件上線時,RFID標(biāo)簽存儲其關(guān)鍵尺寸數(shù)據(jù)(如主軸承孔直徑、活塞凸出量)。當(dāng)零部件輸送至裝配工位,讀寫器讀取標(biāo)簽信息并上傳至選配控制器,系統(tǒng)根據(jù)預(yù)設(shè)裝配公式,自動匹配適配規(guī)格的主軸瓦、連桿瓦或缸蓋墊,通過燈光提示工作人員取用,避免人工選配錯誤。
缸體全工序跟蹤
缸體投入生產(chǎn)時安裝RFID標(biāo)簽,伴隨其經(jīng)過20余個加工裝配工位,讀寫器自動記錄各工序的操作時間、操作人員、設(shè)備編號。生產(chǎn)完成后標(biāo)簽可拆除回收,循環(huán)用于下一批次生產(chǎn),降低耗材成本。
工具與設(shè)備智能協(xié)同
扭矩扳手、壓裝機(jī)等專用工具綁定RFID標(biāo)簽,當(dāng)讀寫器識別當(dāng)前發(fā)動機(jī)機(jī)型后,自動向工具推送適配參數(shù)(如缸蓋螺栓扭矩標(biāo)準(zhǔn)),無需人工調(diào)整,確保裝配精度一致;同時記錄工具使用次數(shù),達(dá)到壽命閾值時自動鎖定,避免安全事故。
質(zhì)量數(shù)據(jù)閉環(huán)綁定
關(guān)鍵工序檢測數(shù)據(jù)(如氣密性檢測結(jié)果、螺栓扭矩值)通過RFID實(shí)時寫入工件標(biāo)簽,與零部件信息、工序記錄形成“零部件-工序-參數(shù)-檢測”的完整追溯鏈。若后續(xù)出現(xiàn)質(zhì)量問題,可快速調(diào)取全流程數(shù)據(jù)定位原因。
多機(jī)型混線適配
通過RFID標(biāo)簽識別發(fā)動機(jī)機(jī)型,MES系統(tǒng)自動下發(fā)對應(yīng)的裝配流程和工藝標(biāo)準(zhǔn),讀寫器實(shí)時校驗(yàn)流經(jīng)工位的零部件是否匹配當(dāng)前機(jī)型,避免不同機(jī)型零部件混裝,提升換型效率。
03
方案核心收益
裝配精度大幅提升
RFID替代人工選配和參數(shù)調(diào)整,將主軸瓦、連桿瓦等部件的裝配錯誤率降至極低,缸蓋密封不良、軸承配合間隙異常等問題顯著減少,發(fā)動機(jī)裝配合格率提升。
生產(chǎn)效率顯著提高
非接觸式讀取避免條碼掃描的人工干預(yù),零部件選配時間縮短,產(chǎn)線節(jié)拍提升;標(biāo)簽循環(huán)使用和自動化數(shù)據(jù)采集,降低耗材成本和人力投入。
全鏈路合規(guī)追溯
滿足IATF 16949體系要求,實(shí)現(xiàn)從原材料供應(yīng)商到發(fā)動機(jī)成品的雙向追溯,質(zhì)量問題溯源時間從數(shù)小時縮短至分鐘級,精準(zhǔn)定位問題批次,減少召回?fù)p失。
惡劣環(huán)境適配性強(qiáng)
抗金屬、耐高溫的RFID標(biāo)簽和高防護(hù)等級讀寫器,在油污、高溫的發(fā)動機(jī)車間穩(wěn)定運(yùn)行,識別準(zhǔn)確率達(dá)99%以上,避免因識別失效導(dǎo)致的產(chǎn)線中斷。
混線生產(chǎn)能力升級
快速適配多機(jī)型裝配需求,減少換型調(diào)整時間,提升產(chǎn)線對市場訂單的響應(yīng)速度,助力企業(yè)實(shí)現(xiàn)柔性生產(chǎn)。